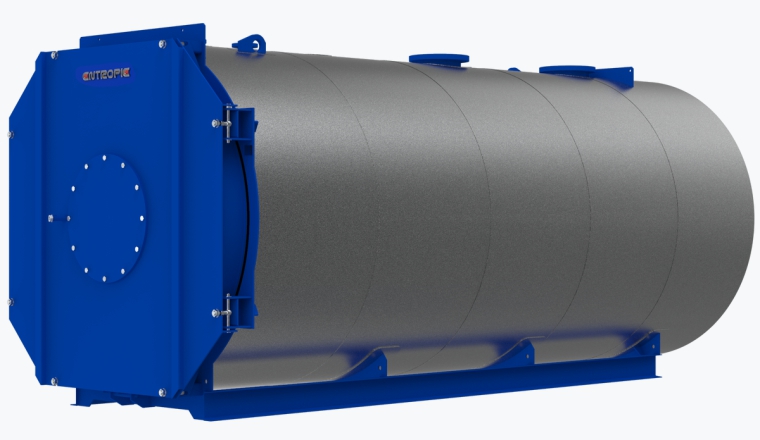





HOT WATER BOILER ТТ100
ENTROPIE boiler TT100 is a three-pass flame tube/smoke tube industrial hot water boiler made of steel. The boiler can be manufactured in the power range from 1 MW to 20 MW. The boiler is designed to produce hot water with a maximum temperature of 115°C and a maximum excess working pressure of 6 bar. Fuel type: gas or light liquid fuel.
- < 20 000 kW
- 6 bar
- 110 °C
- Wide capacity range for small energy tasks. Heat capacity of boilers from 1 000 to 20 000 kW;
- Wide range of possible configurations. In full and partial configuration all boilers are equipped with automatic control systems ENTROMATIC 100MS or 110MS series, all necessary sensors and safety devices, which makes the operation of the boiler reliable and safe;
- Sliding connection of the flame tube to the boiler shell. For some boiler sizes where it is necessary the connection in the form of a floating bushing is applied. This makes it possible to achieve high cyclic strength;
- Versatility of the front door design. The unique design of the hinges allows you to change the door opening direction from left to right. It allows you to place the equipment in the boiler room more ergonomically;
- Mounting the burner via burner plate or extension flange. This solution allows you to install a burner unit from any manufacturer. The long and short burner head is no longer a problem;
- Full opening of the front door together with the mounted burner unit. Routine maintenance and cleaning of heat exchange surfaces does not require dismantling the burner. The front tube plate, the inner surface of the flame tube and the smoke pipes of the second and third pass are fully accessible for inspection and cleaning;
- The inspection hatch in the upper part of the boiler. It allows you to inspect the water cavity of the boiler for deposits and monitor the overall condition of the heat exchange surfaces;
- Solid foundation. The base construction is made of steel channels. The weight load from the boiler filled with coolant is evenly distributed over the support area. The boiler does not require additional fixing to the foundation blocks when installed in stationary boiler rooms;
- Compatibility with various types of burner devices. Correct operation of automatic multi-stage and modulating burners;
- Non-freezing coolant. It is possible to use ethylene glycol solutions as a coolant, which minimizes the probability of freezing of the boiler circuit;
- Maximum values of operational efficiency among boilers of this type.
- Intensive convective heat exchange. The three-pass design and optimally selected heat exchange surfaces, including the first reversing chamber completely washed by the heat carrier, allow maximum use of the flue gas energy by transferring it to the heat carrier circulating in the boiler;
- Intense radiant heat exchange. Smooth-walled cylindrical flame tube completely washed by the heat carrier. Allows maximum perception of the torch radiation and transfer the perceived heat to the heat carrier;
- Precise selection of the cross-sections of smoke pipes of the second and third pass. This ensures minimal values of aerodynamic drag while maintaining a high area of heat exchange surfaces.
- High-quality thermal insulation. Mineral wool mats with low values of thermal conductivity coefficients are used for thermal insulation of boiler shells. This minimizes the loss of energy to the environment through the boiler shell.
- Packaged Boiler unit. Complete boiler configuration includes the burner unit, automation module, control cabinets, all necessary sensors and safety devices, pipelines, pump module. This solution allows you to get a fully operational boiler without additional costs for binding and installation. Which is economically feasible and guarantees the correct selection of components.
- High-quality sheet metal and tube rolled products. Metal sheets and pipes produced by leading metallurgical plants are used for the production of thermal engineering boilers. All materials pass the entrance control for compliance of physical properties and chemical composition with the declared steel grades selected based on strength calculations for each boiler size.
- Multi-level quality control at all stages of production. The certified laboratory performs non- destructive and visual measurement control in accordance with the requirements of the control card for each product.
- Mandatory hydraulic testing. Each product is subjected to hydraulic tests at the final stage of production.
- Maximum automation of the manufacturing process. Automatic welding is used in manufacturing. All workplaces are equipped with all the necessary inventory and equipment, which positively affects the accurate assembly of products and high-quality treatment of the edges of the welded parts.
Similar products
Production of high-quality boilers and equipment for obtaining heat energy in the form of hot water and steam.
-
HOT WATER BOILER ТТ50
- < 2 000 kW
- 6 bar
- 110 °C
-
HOT WATER BOILER ТТ100-01
- < 20 000 kW
- 8.5 bar
- 140 °C
-
Hot water boiler TT100 for greenhouses
- 12 100 kW
- 6 bar
- 115 °C
-
HOT WATER BOILER ТТ100-2
- < 20 000 kW
- 16 bar
- 170 °C
-
HOT WATER BOILER ТТ115
- < 20 000 kW
- 10 bar
- 110 °C
-
HOT WATER BOILER ТТ150
- < 20 000 kW
- 10 bar
- 150 °C
